歡迎訪問鴻栢科技官方網(wǎng)站!
歡迎訪問鴻栢科技官方網(wǎng)站!

熔池和焊縫通常是指的同一產(chǎn)物,根據(jù)位置不同而命名方式不同。
 |
以工件表面為界限,上半部分稱為焊縫,下半部分稱為熔池。 |
在螺柱焊接時(shí),由于螺柱前端和母材表面熔化,并經(jīng)由外界壓力擠壓形成的焊接接頭,焊接時(shí)間越長(zhǎng),熔池越大。
熔池/焊縫的作用是提高螺柱焊接的強(qiáng)度。
螺柱焊接均會(huì)產(chǎn)生熔池,根據(jù)焊接方式不同,熔池的形狀和深度也不同。
| 焊接方式: | 儲(chǔ)能式螺柱焊 | 短周期螺柱焊 | 長(zhǎng)周期螺柱焊 |
| 焊接時(shí)間: | 1-3毫秒 | 5-100毫秒 | 100-1000毫秒 |
| 焊釘尖端比較
(焊接前): |
 |
 |
 |
| 熔池大小比較
(焊接后): |
 |
 |
 |
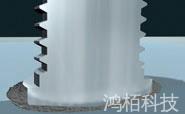
電弧的弧柱偏離螺柱軸線的現(xiàn)象稱為電弧偏吹現(xiàn)象。
 |
圖為長(zhǎng)周期拉弧焊時(shí)發(fā)生的磁偏吹現(xiàn)象。
當(dāng)發(fā)生電弧偏吹時(shí),螺柱會(huì)發(fā)生單側(cè)的強(qiáng)烈熔化,造成螺柱一側(cè)少量或幾乎沒有焊縫,而另一側(cè)則焊縫過大,并伴有氣孔產(chǎn)生,甚至可能導(dǎo)致螺柱不垂直,容易燒壞夾頭,也可能會(huì)影響焊接強(qiáng)度。
電弧偏吹多發(fā)生于長(zhǎng)周期拉弧螺柱焊時(shí),儲(chǔ)能式螺柱焊接幾乎不會(huì)發(fā)生,短周期拉弧螺柱焊較少發(fā)生。焊接時(shí)間越長(zhǎng),則發(fā)生電弧偏吹的可能性越大。
以下原因可能造成電弧偏吹:
· 螺柱材質(zhì)影響(低碳鋼材質(zhì)容易引起電弧偏吹)
· 磁場(chǎng)干擾(所以又稱為“磁偏吹”)
· 周邊帶電流設(shè)備干擾(如電焊機(jī)工作時(shí)產(chǎn)生的干擾)
· 工件本身形狀影響
· 在工件邊緣進(jìn)行焊接
· 氣體保護(hù)長(zhǎng)周期焊接時(shí)
· 螺柱直徑較大時(shí)
電弧偏吹一般為外界因素造成,與焊機(jī)本身質(zhì)量無關(guān)。
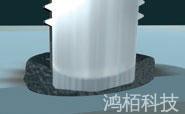
 法蘭指的是螺柱前端周圍的一圈凸出的邊,通常儲(chǔ)能螺柱和短周期螺柱上有法蘭,長(zhǎng)周期螺柱上沒有法蘭。
法蘭指的是螺柱前端周圍的一圈凸出的邊,通常儲(chǔ)能螺柱和短周期螺柱上有法蘭,長(zhǎng)周期螺柱上沒有法蘭。
由于儲(chǔ)能式螺柱焊和短周期螺柱焊的熔池較淺,法蘭邊的存在可以增大焊接截面積,提高螺柱的焊接強(qiáng)度。
長(zhǎng)周期螺柱焊由于熔池深,焊接強(qiáng)度足夠強(qiáng),故不需要法蘭邊。
螺柱焊是汽車制造業(yè)中廣泛應(yīng)用的焊接技術(shù),主要用于將金屬螺柱或類似緊固件快速焊接到?jīng)_壓件上,形成T形接頭,對(duì)整車質(zhì)量有重要影響。
螺柱焊通過電弧熔化金屬實(shí)現(xiàn)焊接,分為電弧螺柱焊和電容放電螺柱焊兩種主要類型。電弧螺柱焊使用弧焊電源,燃弧時(shí)間約0.1~1秒;電容放電螺柱焊則通過電容儲(chǔ)能電源在幾毫秒內(nèi)完成焊接,無需焊劑或保護(hù)氣體 。 ?
螺柱焊在暖通空調(diào)保溫行業(yè)中主要用于金屬板材與保溫材料的快速固定,尤其適用于薄板結(jié)構(gòu)的螺柱焊接。以下是具體應(yīng)用介紹:
螺柱焊在標(biāo)牌固定行業(yè)中主要應(yīng)用于廣告燈箱、招牌、銅字/不銹鋼字招牌等場(chǎng)景,具體類型包括:
用于燈箱金屬框架與燈箱板的連接,確保結(jié)構(gòu)穩(wěn)固且便于維護(hù)。 ?
通過螺柱焊接將金屬字形部件牢固固定在基板上,常見于商業(yè)標(biāo)識(shí)和建筑裝飾。 ?
如鍍鋅板、冷板等材質(zhì)的標(biāo)牌焊接,適用于室內(nèi)外標(biāo)識(shí)系統(tǒng)。
鋁幕墻行業(yè)主要是指用于裝飾的單層鋁幕墻板,背后加強(qiáng)筋的安裝。
通常使用M5、M6兩種直徑的焊釘。

廚衛(wèi)、家用電器制造業(yè)同時(shí)還包含醫(yī)療器材制造,超聲波設(shè)備制造、門鎖制造等等。
儲(chǔ)能式螺柱焊機(jī)的焊接特點(diǎn):
1. 熔池淺,對(duì)板厚要求低
2. 瞬間焊接,板材熱變形微小,背面不發(fā)黑
3. 適合材質(zhì)多樣,可焊接低碳鋼冷軋板、不銹鋼板、鋁板、黃銅/紫銅板
4. 可焊螺柱規(guī)格:M3 - M10
5. 絕對(duì)秒殺點(diǎn)焊,氬弧焊的焊接質(zhì)量
6. 焊接速度快,手動(dòng)焊接速度可達(dá)5-20 枚/分鐘,自動(dòng)焊接最高可達(dá)40 枚/分鐘
電梯制造業(yè)使用螺柱焊機(jī)較多,通常使用在電梯面板的安裝以及其他部位裝飾面板的安裝。
儲(chǔ)能式螺柱焊機(jī)的焊接特點(diǎn):
1. 熔池淺,對(duì)板厚要求低
2. 瞬間焊接,板材熱變形微小,背面不發(fā)黑
3. 適合材質(zhì)多樣,可焊接低碳鋼冷軋板、不銹鋼板、鋁板、黃銅/紫銅板
4. 可焊螺柱規(guī)格:M3 - M10
5. 絕對(duì)秒殺點(diǎn)焊,氬弧焊的焊接質(zhì)量
6. 焊接速度快,手動(dòng)焊接速度可達(dá)5-20 枚/分鐘,自動(dòng)焊接最高可達(dá)40 枚/分鐘
螺柱焊是將螺紋螺柱,針狀物(如保溫釘)或墊片(如接地端子)通過一個(gè)無需附加材料的電弧焊接在金屬板上的焊接工藝。
"無需附加材料的電弧",指的是焊接電弧從引燃到放電過程中不需要其他引燃介質(zhì)的幫助。
當(dāng)然,在某些情況下,可能需要一些幫助熔池更好成型的保護(hù)介質(zhì),例如氣體保護(hù)螺柱焊時(shí)需要惰性氣體屏蔽空氣,瓷環(huán)保護(hù)螺柱焊時(shí)需要陶瓷環(huán)幫助熔池成型。
螺柱焊可以分為兩個(gè)大類:"儲(chǔ)能式螺柱焊"和"拉弧式螺柱焊"。
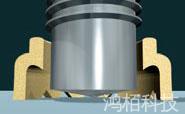
電弧引燃螺柱端面與金屬母材之間的金屬,使兩部分熔化,隨后通過一個(gè)壓力將螺柱端面與金屬母材連接在一起,形成一個(gè)整體。
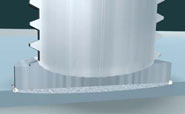
通常螺柱前端的形狀較為特殊,有一個(gè)尖端或者斜面的凸起(根據(jù)焊接方式的不同,形狀也可能不同,見下圖),這部分材料在焊接時(shí)會(huì)熔化。
| 焊接方式: | 儲(chǔ)能式螺柱焊 | 短周期螺柱焊 | 長(zhǎng)周期螺柱焊 |
|
焊釘尖端比較 (焊接前): |
 |
 |
 |
|
熔池大小比較 (焊接后): |
 |
 |
 |
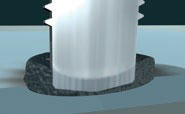
螺柱前端熔化的同時(shí),引起母材表面金屬熔化,隨后由焊槍提供一個(gè)垂直向下的壓力,使兩部分熔化的金屬粘接在一起,并冷卻凝固,熔接部分形成熔池,熔池大小取決于焊接方式的不同和焊接時(shí)間的長(zhǎng)短。
儲(chǔ)能式螺柱焊又被稱為電容放電螺柱焊,設(shè)備首先將預(yù)先設(shè)置好的能量額度充入電容中,隨后焊接時(shí),能量從電容中一次性全部釋放出來,用于焊接,焊接時(shí)間為1-3毫秒。
由于能量并不能源源不斷地提供,所以儲(chǔ)能式螺柱焊的焊接能力有限,一般用于焊接直徑為3-10毫米的螺柱。
| ? | 焊接特性 | 產(chǎn)生影響 |
| 電源規(guī)格: | 220V,50Hz | ?使用方便,常規(guī)電源即可驅(qū)動(dòng) |
| 焊接時(shí)間: | 1-3毫秒,不可調(diào) | ?發(fā)熱量小,穿透性差,板材幾乎不變形 |
| 瞬間電流: | 大 | ?可焊低碳鋼冷軋板,不銹鋼,鋁,黃銅板材 |
| 熔池深度: | 最淺 |
?1. 不適合在熱軋鋼板上焊接螺柱 ?2. 在較薄的板材上焊接強(qiáng)度高 |
| 最小板厚: | 螺柱直徑的1/10 | |
| 背面印痕: | 最小 | ?適合較薄的板材焊接 |
儲(chǔ)能式螺柱焊分為兩種不同的焊接方式:壓力式螺柱焊和提升式螺柱焊。
| ? | 壓力式螺柱焊 | 提升式螺柱焊 |
| 使用焊機(jī): | CD1501 / CD2301 / CD3101 | |
| 使用焊槍: | C08螺柱焊槍 | CA08螺柱焊槍 |
| 焊接材質(zhì): | 低碳鋼、不銹鋼、黃銅、鋁 | 低碳鋼、不銹鋼、鋁(強(qiáng)度高) |
| 焊接時(shí)間: | 2-3毫秒 | 1毫秒 |
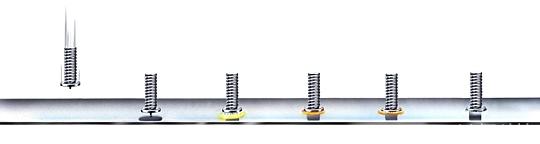
壓力式螺柱焊工藝流程較為簡(jiǎn)單:
1. 焊槍垂直于工件將螺柱緊壓在工件上
2. 電容開始放電,瞬間大電流將螺柱尖端熔化,同時(shí)工件表面熔化,形成熔池
3. 在焊槍壓力作用下,螺柱垂直向下浸入熔池
4.?熔池冷卻,焊接完成

提升式螺柱焊與壓力式螺柱焊不同之處,在于在電容開始放電之前,焊槍先將螺柱提升一個(gè)高度,隨后釋放,在彈簧力作用下加速向下沖擊,焊釘浸入熔池的速度更快,焊接時(shí)間更短。
由于提升式螺柱焊的這個(gè)特性,在鋁釘焊接時(shí),可大幅減少熔池內(nèi)氣孔的產(chǎn)生,使鋁釘焊接的強(qiáng)度更高,因此非常適合于鋁釘?shù)暮附印?/p>
深圳市鴻栢科技實(shí)業(yè)有限公司
公司成立于2003年,是一家從深圳本土成長(zhǎng)起來的多元化企業(yè)集團(tuán)。公司專注于現(xiàn)代化智能裝備的研發(fā)制造及應(yīng)用軟件的開發(fā),是國(guó)家級(jí)高新技術(shù)企業(yè),國(guó)家級(jí)專精特新“小巨人”企業(yè),國(guó)家重點(diǎn)科技攻關(guān)項(xiàng)目和國(guó)家級(jí)火炬計(jì)劃項(xiàng)目的承擔(dān)者,廣東省焊裝設(shè)備工程技術(shù)研究中心(省級(jí)工程中心)。



鴻栢科技 AI 助手














